Diese Kategorie enthält Beiträge zum Thema Maschinenübergabe.
Mit der Dietrich's Maschinenübergabe für Abbundanlagen haben Sie ein leistungsfähiges Werkzeug erworben, das die Maschinendaten in den meisten Fällen bereits mit den ausgelieferten Einstellungen optimal übergibt. Aber was tun, wenn einmal eine Bearbeitung mit einem anderen Aggregat "gefahren" werden soll? Oder auf der Maschine fällt kurzfristig ein Werkzeug aus, sodass Sie für bestimmte Bearbeitungen auf ein anderes Makro oder ein anderes Werkzeug zugreifen müssen...
Egal ob bei der Montage von Hölzern, die von Hand abgebunden wurden oder mit Bauteilen aus dem Maschinenabbund: Auf der Baustelle ist es einfach angenehmer wenn alles "passt" und nichts nachgeschnitten werden muss. Mit unserer "Kollisionskontrolle" kann in dieser Hinsicht fast nichts mehr schiefgehen. Aber wie verwende ich die Kollisionskontrolle richtig?
Eine kurze Erklärung zu materialabhängigen Funktionen im Postprozessor Sperrfläche: Ein Bauteil mit dieser Kennung erzeugt nur eine Sperrfläche. Im Bereich der Sperrfläche wird nicht genagelt, das Bauteil selbst wird nicht an die Maschine übergeben. In dem Feld 'Wert' kann ein Wert in der Einheit Meter eingegeben werden und dann wird die Sperrfläche um dieses Maß vergrößert. Materialcode: Hier sollte für sämtliche Materialien, die auf den Tisch kommen, der zur jeweiligen Identnummer gehörende Wert nach Maschinenherstellerangaben eingetragen werden. In der dritten Spalte gibt man dann den Materialcode an, der für dieses Material an die Maschine übergeben werden soll. Ist Wandbearbeitung: Liegt…
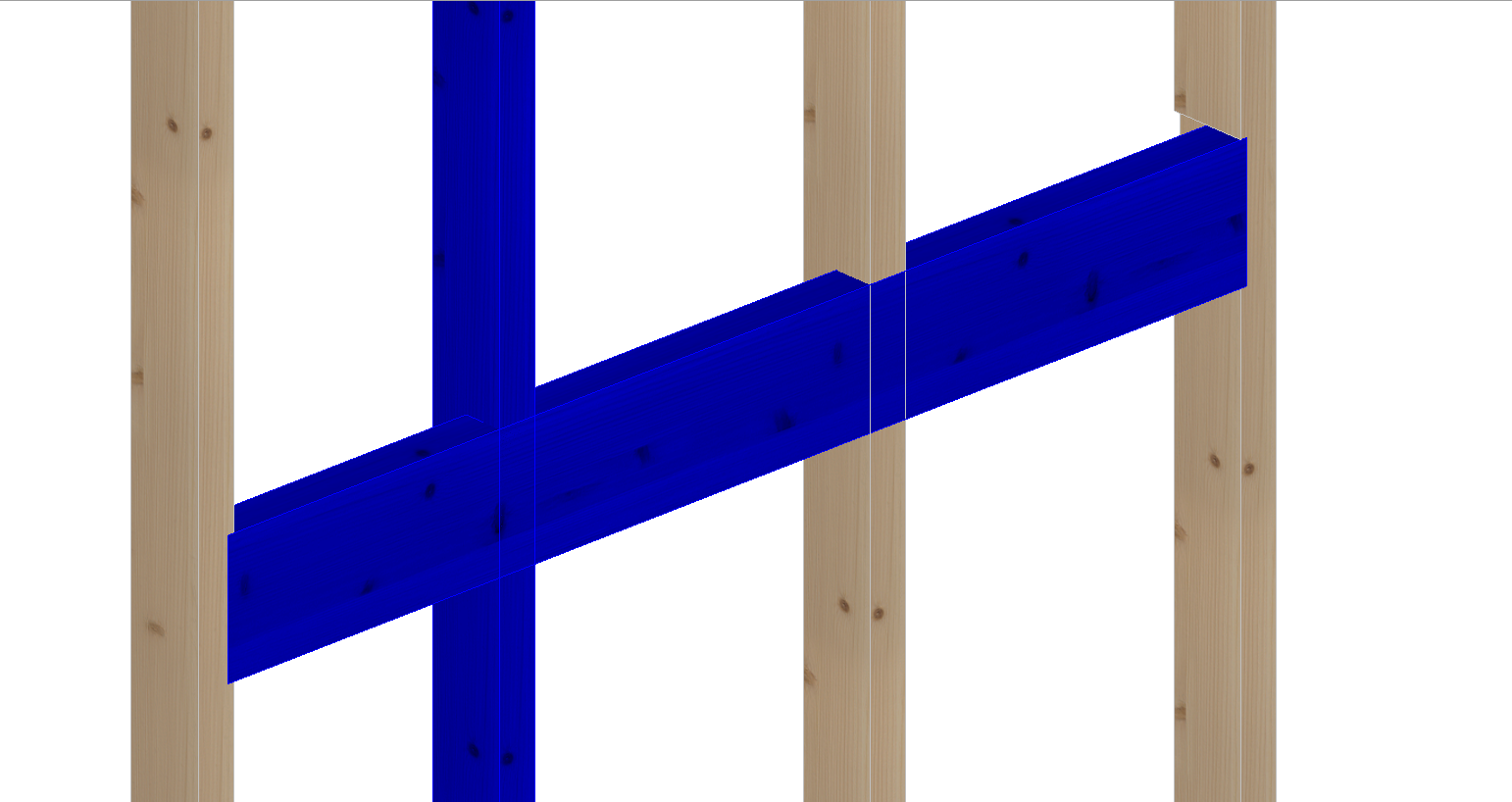
Problemstellung In allen Maschinenprogrammen entspricht die Laufnummer aus unserer Sortierung der Zeilennummer des Stabes. Es ist also nicht möglich, unterschiedliche Stäbe mit der gleichen Laufnummer ins Maschinenprogramm zu übergeben, da sonst unterschiedliche Informationen in der gleichen Zeile stehen müssten. In diesem Fall wird die Maschinenübergabe verhindert und es kommt folgende Fehlermeldung: Wenn diese Fehlermeldung erscheint müssen die Sortiereinstellungen und die Einstellung zur Berücksichtigung der Gebäudeelemente überprüft werden. Sortierung Art Mit der Einstellung 'Sortierung mit Vergleich' bekommen identische Bauteile auch die gleiche Laufnummer. Diese Einstellung ist die Standardeinstellung für den europäischen Raum. Bei der Wahl 'Sortierung ohne Vergleich' erhält jedes Bauteil…
Was sind Fenster/ Türmodule? Um den Zeitbedarf für das Auflegen von Stäben bei der Wandproduktion zu verringern, fertigen viele Fertighausfirmen komplette Auswechselungen für Standard-Fenster und Türen auf Lager. Nun müssen in den entsprechenden Wandabschnitten keine einzelnen Stäbe mehr eingelegt werden, sondern es wird das gesamte, bereits montierte Modul eingelegt. Hierzu soll an der jeweiligen X Position der Wand die entsprechende Information 'Modul 1', 'Modul A' o.ä. angezeigt werden. Übergabe von Modulen mit dem PPWand Damit auf der Weinmann statt der einzelnen Stäbe ein Modul angezeigt wird, muss im Dietrich's Konstruktionsprogramm eine Platte mit beliebiger Dicke erzeugt werden, die das gesamte…
Erhalt der Ecken Diese Information gilt für verschiedene Bearbeitungen, u.a. 'Ausnehmung' und 'Begrenzte Nut' Für Erhalt der Ecken gibt es zwei Möglichkeiten: 1. Die Ecken werden überstemmt (Mickey Maus Ohren), dies erreicht man indem man einen Wert eingibt der dem negativen Fingerfräserradius entspricht 2. Ecken bleiben erhalten, d.h. müssen ggfs. mit dem Stemmeisen nachgearbeitet werden, dies erreicht man mit 0 bzw. jedem anderen Wert außer dem neg. FF Radius. Für Erhalt der Endflächen gibt es zwei ähnliche Möglichkeiten: 1. Endflächen werden überstemmt bzw überfräst. Dies erreicht man indem man für 'Erhalt der Endflächen' einen beliebigen negativen Wert eingibt. Nachteil: Die…
Das Hundegger EKP akzeptiert beim Schwalbenschwanzzapfen nur einen Grundwinkel (im EKP ist das ein SW-Zapfen quer geneigt) oder einen Neigwinkel (im EKP ist das ein SW-Zapfen längs geneigt), aber keinen Kippwinkel. Der Kippwinkel entspricht der Drehung des Zapfens um die Stabachse. Ein Schwalbenschwanzzapfen mit Kippwinkel kann also im EKP auch manuell nicht eingegeben werden. Alternativ käme eine Verdrehung des Schwalbenschwanzzapfenlochs in Frage (im EKP ist das ein SW-ZL geneigt). Schwalbenschwanzzapfen auf der Schifterfläche Die klassische Situation sind Schwalbenschwanzzapfenanschlüsse an Schiftern. Hier muss im DICAM die Zapfenausrichtung 'C: unten' gewählt werden, was einem Grund- und einem Neigwinkel am Zapfen entspricht. Die…
Bei der Maschine Essetre für den Stab-Abbund gibt es folgende Besonderheiten: Blätter, Zapfen Bei der Fräsung der Blätter oder Zapfen wird die Tiefe der Bearbeitungen folgendermaßen erzeugt: Blätter auf der Anschlagseite (oder die Seite des Zapfens auf der Anschlagseite) werden mit ihrer Tiefe korrekt erzeugt. Die Tiefe des Blattes entspricht damit der übergebenen Tiefe. Blätter auf der Bedienerseite (oder die Seite des Zapfens auf der Bedienerseite) werden so gefertigt, dass der Abstand der Grundfläche des Blattes zum Anschlag eingehalten wird. Dadurch kann die Tiefe des Blattes auf der Bedienerseite schwanken, wenn das Holz nicht maßhaltig ist.
Von Weinmann gibt es folgende Maschinen: WMS Multifunktionsbrücke Datenübergabe mit WUP WEM Riegelwerkstation Datenübergabe mit WUP WEK Kompaktanlage, Kombination aus Riegelwerkstation und Multifunktionsbrücke Datenübergabe mit WUP WBS 120 Kleine Abbundmaschine mit Säge und Markierer. Datenübergabe mit btl10 seit Ende 2008 WBZ Hier werden die WBZ 160 und die WBS 140 unterschieden, die aber beide mit der selben Übergabeschnittstelle versorgt werden. Die WBS 140 wird auch als kleine WBZ bezeichnet. Abbundanlage mit 5-Achs-Aggregat Datenübergabe mit btl10 seit Ende 2008 Film: http://www.youtube.com/watch?v=d-mXkx2PYYc WMP Massivholzplattenanlage Datenübergabe über btl10 inklusive Konturen
Im Bauwerk werden die beiden Ausführungen winkelhalbierend und rechtwinklig für Versätze mit Zapfen angeboten. Da auf den Hundegger K-Maschinen nur die Bearbeitung in der Ausführung winkelhalbierend existiert, sind die Ergebnisse der Übergabe der beiden Ausführungen recht unterschiedlich: