Diese Kategorie enthält Beiträge zum Thema Maschinenübergabe.
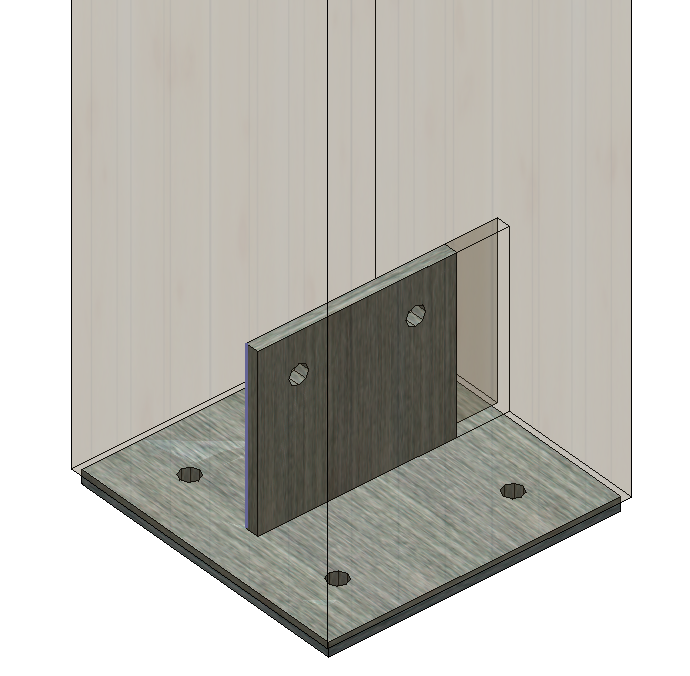
Gelegentlich erreichen uns Projekte, bei denen Schlitze für Stahlbleche oder Ausnehmungen nicht auf der Maschine gefertigt werden können, weil sie mit der falschen Bezugsseite erzeugt wurden. Beachten Sie beim Verwenden der Funktion "Ausnehmung" folgende Regeln, damit Ihre Bearbeitungen sinnvoll gefertigt werden können:
Bei nicht ausreichend maßhaltigem Holz ist es für viele Konstruktionen sinnvoll, die Anschlagsseite für die Bearbeitung der Stäbe auf der Maschine festzulegen, eine Bundseite zu bestimmen oder gar ein Korrekturmaß für den Querschnitt vorzugeben. Je nach Maschinentyp und Problemstellung sind hier verschiedene Vorgehensweisen notwendig, die in diesem Artikel näher beschrieben werden.
Mit der Dietrich's Maschinenübergabe für Abbundanlagen haben Sie ein leistungsfähiges Werkzeug erworben, das die Maschinendaten in den meisten Fällen bereits mit den ausgelieferten Einstellungen optimal übergibt. Aber was tun, wenn einmal eine Bearbeitung mit einem anderen Aggregat "gefahren" werden soll? Oder auf der Maschine fällt kurzfristig ein Werkzeug aus, sodass Sie für bestimmte Bearbeitungen auf ein anderes Makro oder ein anderes Werkzeug zugreifen müssen...
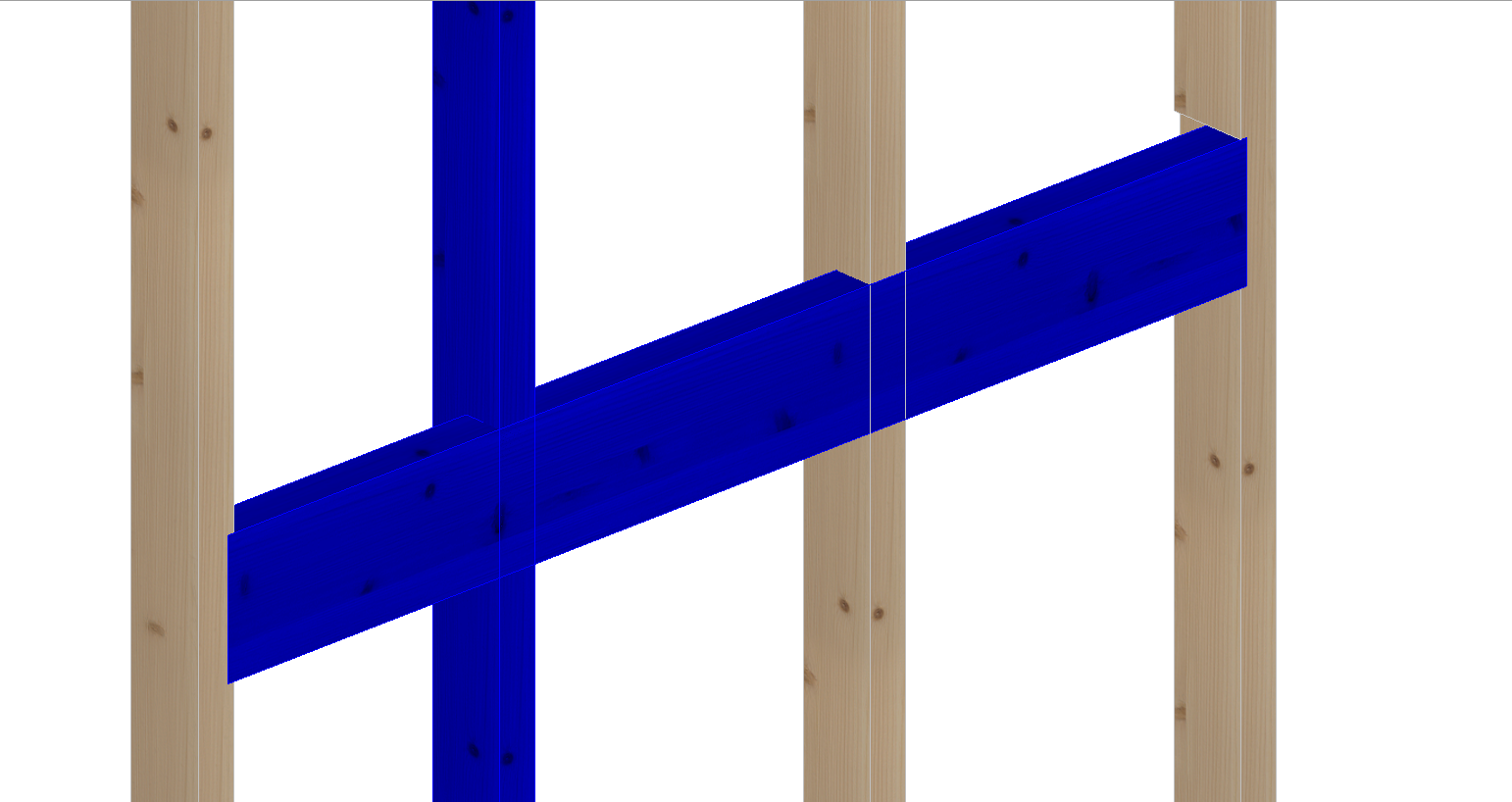
Egal ob bei der Montage von Hölzern, die von Hand abgebunden wurden oder mit Bauteilen aus dem Maschinenabbund: Auf der Baustelle ist es einfach angenehmer wenn alles "passt" und nichts nachgeschnitten werden muss. Mit unserer "Kollisionskontrolle" kann in dieser Hinsicht fast nichts mehr schiefgehen. Aber wie verwende ich die Kollisionskontrolle richtig?
Problemstellung In allen Maschinenprogrammen entspricht die Laufnummer aus unserer Sortierung der Zeilennummer des Stabes. Es ist also nicht möglich, unterschiedliche Stäbe mit der gleichen Laufnummer ins Maschinenprogramm zu übergeben, da sonst unterschiedliche Informationen in der gleichen Zeile stehen müssten. In diesem Fall wird die Maschinenübergabe verhindert und es kommt folgende Fehlermeldung: Wenn diese Fehlermeldung erscheint müssen die Sortiereinstellungen und die Einstellung zur Berücksichtigung der Gebäudeelemente überprüft werden. Sortierung Art Mit der Einstellung 'Sortierung mit Vergleich' bekommen identische Bauteile auch die gleiche Laufnummer. Diese Einstellung ist die Standardeinstellung für den europäischen Raum. Bei der Wahl 'Sortierung ohne Vergleich' erhält jedes Bauteil…