Mit der Dietrich’s Maschinenübergabe für Abbundanlagen haben Sie ein leistungsfähiges Werkzeug erworben, das die Maschinendaten in den meisten Fällen bereits mit den ausgelieferten Einstellungen optimal übergibt. Aber was tun, wenn einmal eine Bearbeitung mit einem anderen Aggregat „gefahren“ werden soll? Oder auf der Maschine fällt kurzfristig ein Werkzeug aus, sodass Sie für bestimmte Bearbeitungen auf ein anderes Makro oder ein anderes Werkzeug zugreifen müssen…
Kein Problem! Denn: Ihre Maschinenübergabe ist keine „BlackBox“. Sie können als Anwender sehr gezielt und mit zahlreichen wählbaren Varianten beeinflussen was „hinten rauskommt“. Halten Sie sich hierzu am Besten an den folgen „Fahrplan“:
1. Bearbeitung im „Einzelstab“ überprüfen:
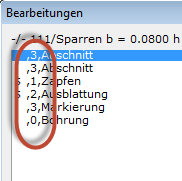
Drücken Sie im Bauwerk die mittlere Maustaste, wählen Sie „Einzelstab“ und klicken Sie den Stab mit der betroffenen Bearbeitung an. Prüfen Sie den entsprechenden Eintrag in der Liste. Bei Verbindungsbearbeitungen (erkennbar am $-Zeichen vor der Bearbeitung) sollten Sie zunächst „Auflösen“ drücken, da sich hinter der Verbindung von zwei Bauteilen je nach Anschlusssituation unterschiedliche Bearbeitungen verbergen können. Notieren Sie sich den Namen der Bearbeitung. Verlassen Sie die Dialogbox „Einzelstab“ mit „Abbruch“ damit die Verbindungsbearbeitung nicht aufgelöst gespeichert wird.

2. Speichern einer eigenen Maschineneinstellung/ Sichern der Standardeinstellung.
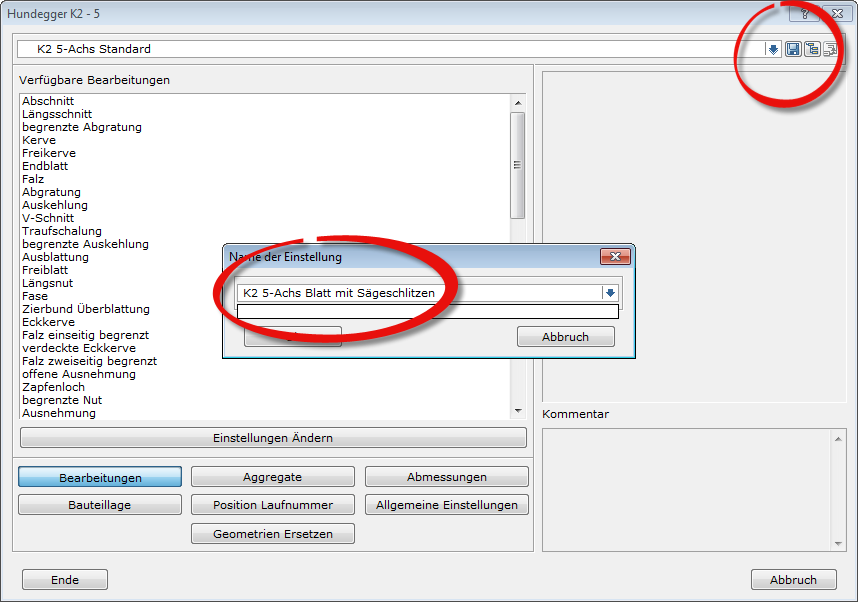
Starten Sie über „1 Datei – 02 Maschine – 1 Übergabe für Abbundanlage“ die Maschinenübergabe. Wählen Sie in der Zeile „Einstellung“ Ihre eigene Einstellung (falls vorhanden) oder die Standard-Einstellung und klicken Sie auf den Button mit dem Stift („Einstellungen bearbeiten“). Speichern Sie mit dem Diskette – Button („aktuelle Eingaben speichern“) die Maschineneinstellung unter einem neuen Namen, sodass die Standard-Einstellungen bzw. Ihre vorherigen Einstellungen unverändert erhalten bleiben! Der Name der neuen Einstellung sollte deutlich machen, welche Änderung in dieser Einstellung gegenüber dem Standard vorgenommen wurde!
3. Priorität bzw. Reihenfolge der verfügbaren Varianten und Werkzeuge bestimmen:
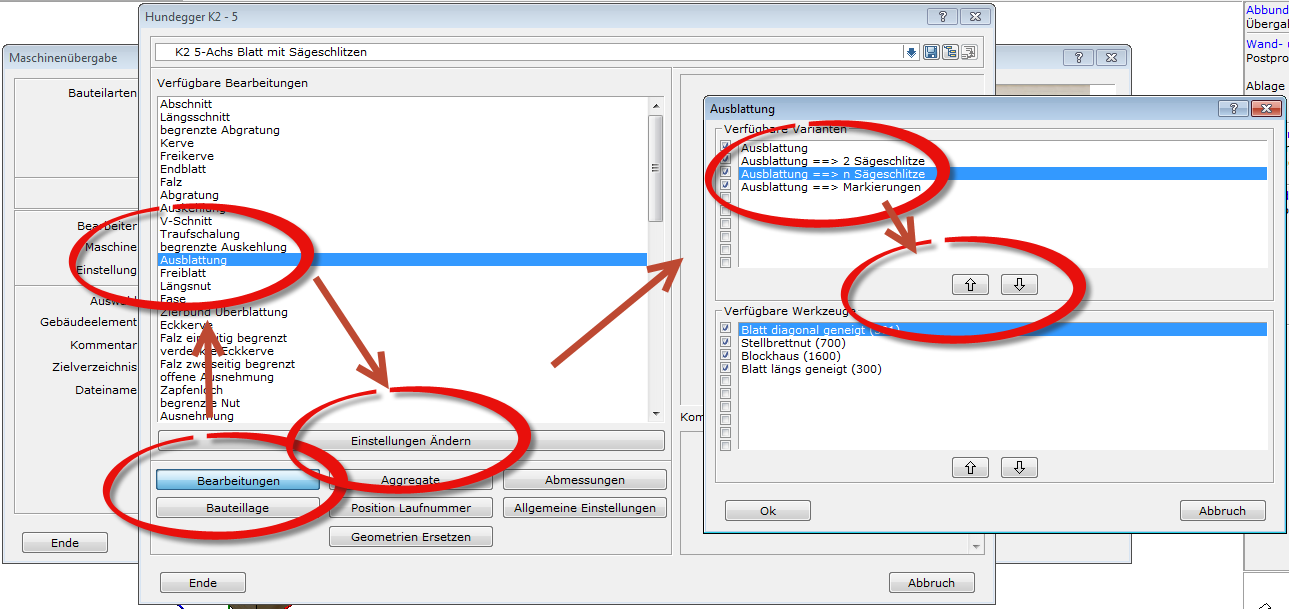
Wählen Sie die Bearbeitung, deren Namen Sie gerade in der Einzelstab-Liste vorgefunden und notiert haben und gehen Sie auf „Einstellungen ändern“. Mit den Checkboxen können Sie nun bestimmte Übergabe-Varianten und Aggregate komplett deaktivieren. Über die Pfeiltasten lässt sich die Reihenfolge bzw. Priorität auswählen, mit der die Maschinenübergabe eine bestimmte Variante oder ein Werkzeug auswählt.
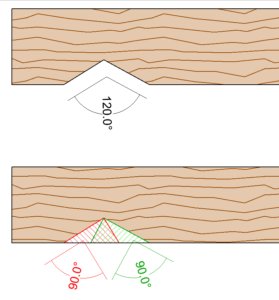
Beispiel: Bei der „Ausblattung“ wird zunächst versucht, die Ausblattung mit einem der verfügbaren Werkzeuge zu erzeugen. Sollte dies aufgrund der eingestellten Grenzwerte der Werkzeuge nicht gelingen (oder weil diese Werkzeuge alle deaktiviert sind), wird auf die nächste Variante in der Liste zugegriffen. So kann die Ausblattung z.B. bei Ausfall aller anderer Varianten zumindest noch auf dem Stab markiert werden, um den Stab von Hand anzureißen. Wird z.B. die Variante „Ausblattung ==> n Sägeschlitze“ ganz nach oben verschoben, so wird diese Bearbeitung fortan bevorzugt mit der Säge statt mit der Universalfräse oder mit dem Fingerfräser erzeugt.
4. Abmessungen und Grenzwerte der Aggregate bzw. der Werkzeuge einstellen
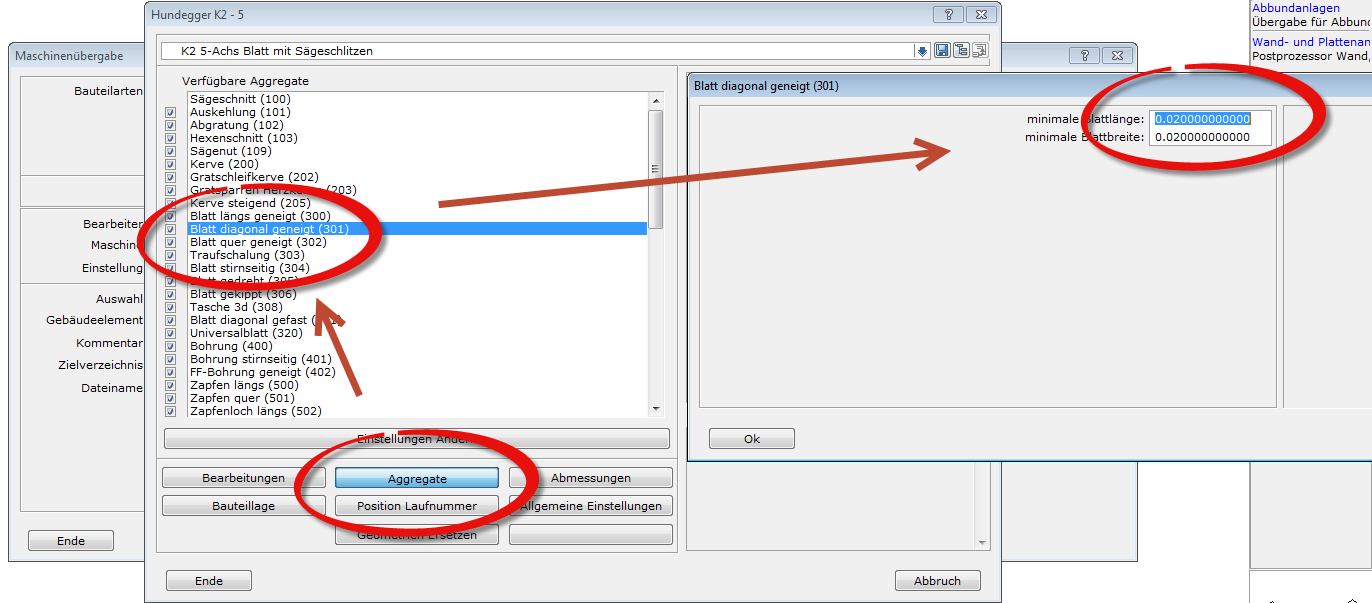
Sollte bei der Übergabe auf das erste verfügbare Werkzeug der Liste nicht zugegriffen werden, so sollten Sie unter „Aggregate“ die Grenzwerte des Werkzeugs überprüfen.
Beispiel: Wird für die „Ausblattung“ in unserem Beispiel statt des Fingerfräsers oder der Universalfräse in einigen Fällen die Säge verwendet, obwohl die Variante „Ausblattung“ und das Werkzeug „Blatt diagonal geneigt (301)“ an erster Stelle der Liste steht, prüfen Sie unter „Aggregate“ beim „Blatt diagonal geneigt (301)“ die minimale Blattlänge. Soll für diese Bearbeitung bei Bedarf der Fingerfräser verwendet werden, so stellen Sie hier bitte den korrekten Fingerfräserdurchmesser ein.
5. Zulässige Bauteilabmessungen für die Maschine festlegen
Die Maschinenübergabe filtert automatisch Stäbe mit zu großen oder zu kleinen Abmessungen. Stäbe mit unzulässigen Abmessungen werden zwar übergeben (damit die Holzliste im Maschinenprogramm vollständig ist), allerdings bekommen diese Stäbe keine Bearbeitungen. Sind die verwendbaren Stäbe aufgrund der Hallenabmessungen in der Länge begrenzt oder können aufgrund spezieller Positionierwagen nur Stäbe mit bestimmten Querschnitten eingefördert werden, tragen Sie die entsprechenden Grenzwerte bitte hier ein. Dies hat den weiteren Vorteil dass bei der Maschinenübergabe unter „nicht machbare Bearbeitungen“ die unzulässigen Stäbe aufgeführt werden, so dass der CAD-Bearbeiter noch reagieren und z.B. die betroffenen Stäbe mit einem Blatt trennen kann.
6. Bauteillage
Die Bauteillage kann nur bei Maschinen beeinflusst werden, die keine automatische Bauteillageoptimierung (Optimierung der Bearbeitungszeit) durchführen. Für diese Maschinen können Sie für jede Stabart ein „Stabende voraus“ und eine „Stabseite am Anschlag“ festlegen.
7. Position Laufnummer
Wenn unter „Aggregate – Beschriftung“ eine Beschriftung für die Bauteile (z.B. mit Inkjet-Drucker) eingestellt wurde, kann unter „Position Laufnummer“ die Stabseite bzw. das Stabende für die Beschriftung festgelegt werden. Bei sichtbaren Konstruktionen kann es z.B. für Sparren und Pfetten sinnvoll sein, die Beschriftung auf der Oberseite aufzudrucken.
8. Allgemeine Einstellungen/ Geometrien ersetzen
In diesen Feldern können weitere, spezielle Einstellungen gemacht werden. Setzen Sie sich bei Fragen gerne mit dem technischen Support in Verbindung. Ihre Anfrage kann am schnellsten bearbeitet werden, wenn Sie uns per Email Ihr Projekt mit Angabe der Laufnummer des betroffenen Stabes und Ihre Maschineneinstellungen schicken.Verwenden Sie hierzu einfach den Button „Einstellungen verwalten – Emailanhang“ in Ihrer Maschineneinstellung:

9. Liste „nicht machbare Bearbeitungen“: Fehleranalyse
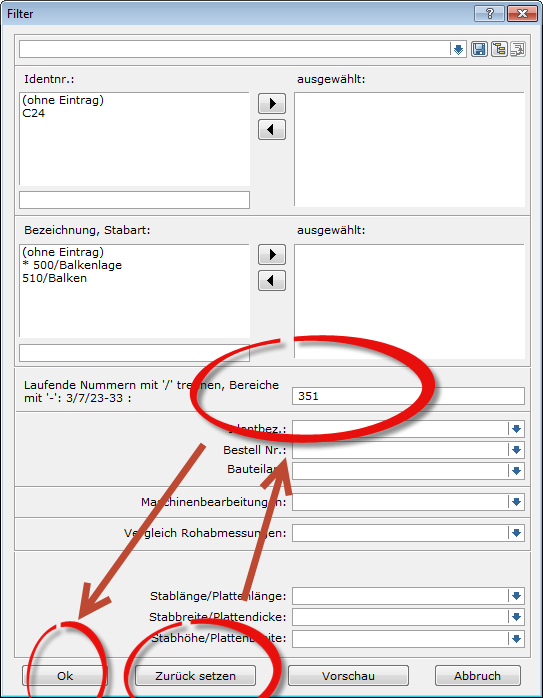
Wird nach dem Drücken des Knopfes „Maschinendaten erzeugen“ der Knopf „nicht machbare Bearbeitungen“ aktiv, so können Sie diesen drücken um eine Liste anzuzeigen mit Hinweisen auf nicht machbare Bearbeitungen, Stäbe mit falschen Abmessungen etc. Zur weiteren Fehleranalyse notieren Sie am Besten die in dieser Liste angegebenen Laufnummern der Stäbe. Verwenden Sie dann im Dicam die Funktion „8 aktiv +/- – 7 Filter“, drücken Sie den Schalter „Zurücksetzen“ und tragen Sie die betroffene Laufnummer im Filter ein. Nach dem Drücken von „OK“ werden die Stäbe mit dieser Laufnummer aktiviert angezeigt und Sie können bei Punkt 1 dieses Blogbeitrages mit der Fehleranalyse fortfahren.