Abbundmaschinen / Allgemein / Allgemeine Funktionen / Baudaten / Bauwerk / Bearbeitungen / Dach / Dachtragwerk / Decke / Deckenkonstruktion / Dicam / Export / Gaube / Import / Import / Export / Maschine / MOS / Stabwerk / Wand / Wandkonstruktion / Wandmaschinen / Wandplan
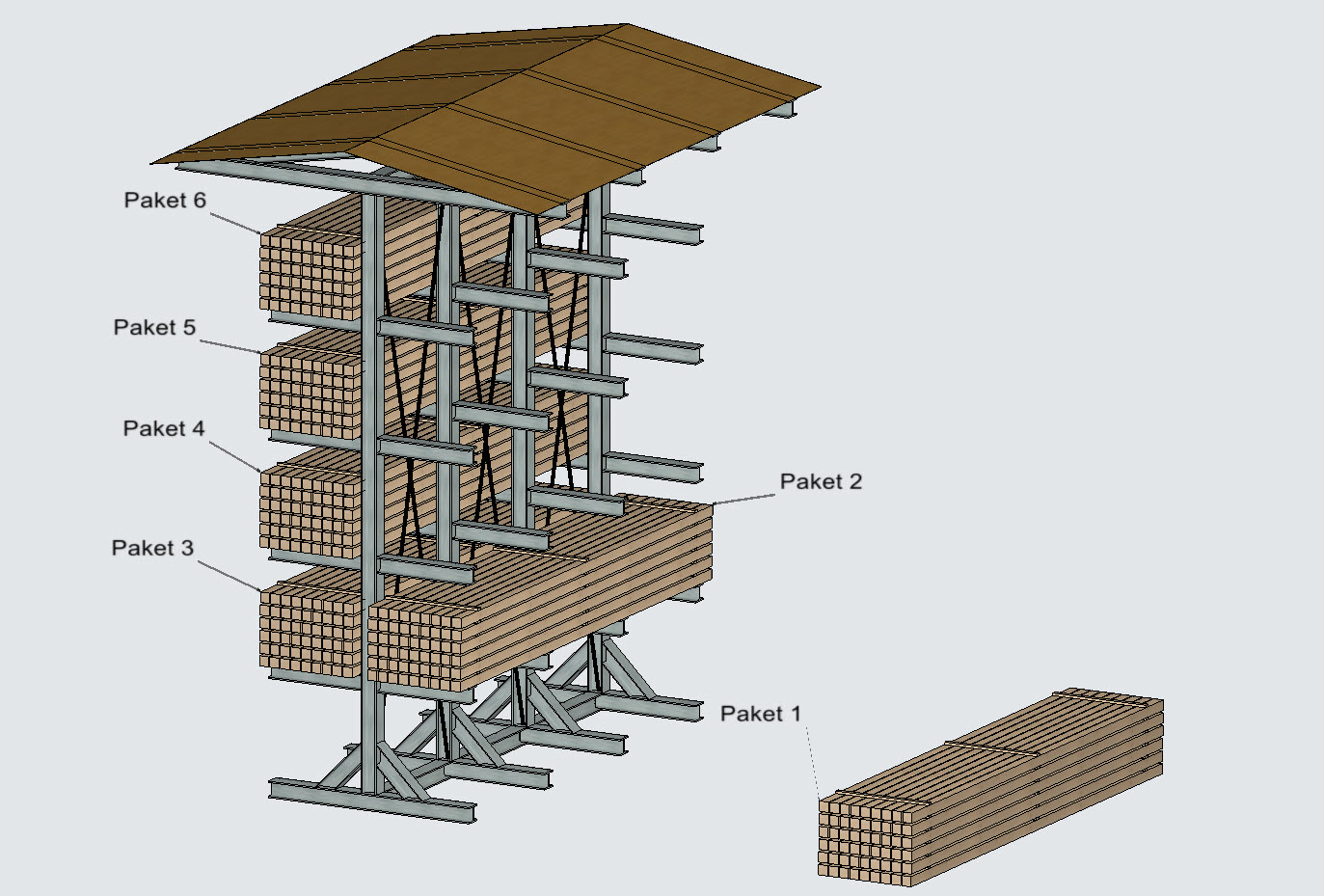
Pakete erstellen
"Wie erzeuge ich Pakete so, dass ich alle benötigten Bauteile später beisammen habe?
0 Kommentare
31. August 2020